浏览数量: 15 作者: 本站编辑 发布时间: 2021-06-22 来源: 本站
在精密铸造工艺设计中浇口设计一般都在热节圆位置,使铸件在凝固过程中形成有效的补缩通道和补缩源来解决缩孔(松)等组织缺陷。但都很少从铸件的外部冷却环境来考虑去解决上述铸造缺陷,实际上应该通过对浇口补贴的灵活运用,从外部环境的改变上不仅解决了缩孔(松)铸造缺陷,并从生产效率上为公司节约铸造成本。
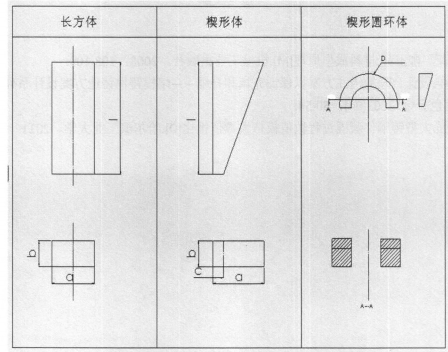
浇口补贴常见的几何形状
浇口补贴的安放位置
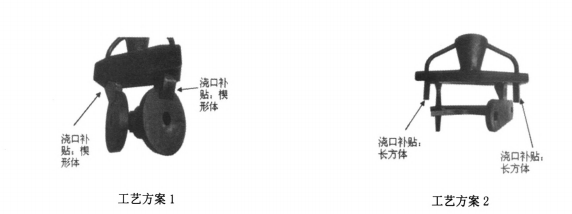
图中,工艺方案1浇口补贴补贴形式为楔形体。在工艺设计中比较常见,该种设计能很好的延伸浇口的补缩距离,实现顺序凝固,能有效的避免出现缩孔(松)质量问题。但是给研磨工序带来很大的工作量(经统计发现增加此类的浇口补贴在研磨时工作效率降低约20%)。工艺方案2浇口补贴形式为长方体,是独立的补贴。在工艺设计中不常见,该种设计针对一些不利于增加浇口的结构件能有效的减缓补缩通道的冷却速度,即能大大的增加浇口的补缩距离,解决缩孔(松)铸造缺陷。而且控制起来方便,只需要在组树的时候与模头粘到一起即可,切割后直接掉落,不增加研磨的工作量。







